
Få et tilbud

+86-18862679789


admin@evertopest.com

ekstruderingsydelsen varierer med forskellige rotationsretninger?
Ved materialeblandingsbehandling bestemmer ydeevnen af dobbeltskrueekstruderen direkte materialeblandingseffekten, produktionseffektiviteten og slutproduktets kvalitet. I henhold til skruens rotationsretning er dobbeltskrueekstrudere opdelt i co-roterende dobbeltskrue ekstrudere og modroterende dobbeltskrue ekstrudere, og hovedforskellen mellem de to ligger i skruens rotationsretning. Hvad der ser ud til blot at være en forskel i rotationsretningen resulterer i betydelige forskelle mellem de to i forarbejdningsegenskaber, blandingskapacitet og produktkompatibilitet.
Hovedforskellen mellem medroterende dobbeltskrue og modroterende dobbeltskrue ligger i skruernes interaktionsproces:
• Når de to gevind i en medroterende dobbeltskrue skubber materialet, overlejres deres tryk;
• Når de to gevindlinjer i et modsat roterende dobbeltskrue skubber materiale, ophæver deres tryk hinanden.
Dette bestemmer det grundlæggende arbejdsprincip og ydelseskarakteristika for både med- og modroterende dobbeltskruer.
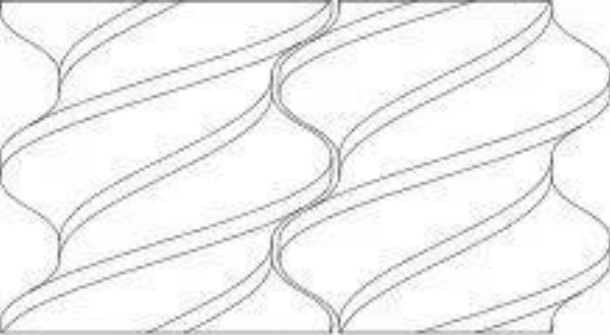
Figur 4 Montering af medroterende dobbeltskrue
Tilpasningstilstanden for den medroterende dobbeltskrue er vist i figur 4. De to skruer i den medroterende dobbeltskrue roterer i samme retning, og skruegevindene er begge højrehåndede. Bestemmelsen af materialetransportretningen er den samme som for enkeltskruen.
Tilpasningstilstanden for den modsat roterende dobbeltskrue er vist i figur 5. De to skruer i den modsat roterende dobbeltskrue roterer i modsatte retninger, og gevindene på de to skruer roterer i modsatte retninger. De to skruer roterer udad. Det vil sige, langs ekstruderingsretningen er højre side den venstre skrue, som roterer med uret, og den venstre side er den højre skrue, som roterer mod uret.
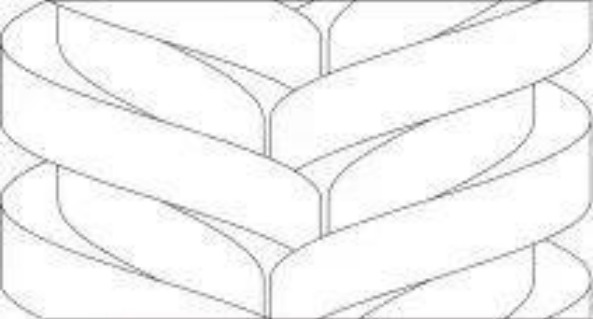
Figur 5 Modroterende dobbeltskruepasning
Analyse af simuleringseksperimentresultater
Fysisk felt
1
Trykfelt
Som det ses af trykskykortet (Figur 6) og trykvariationskurven (Figur 7):
I den co-roterende dobbeltskrue ekstruderingsproces svinger trykket i flowkanalen. Med henvisning til strukturen efter den medroterende dobbeltskruepasning (Figur 4), konstateres det, at trykudsvinget svinger op og ned med skruekammens position. Dette skyldes, at skruekammen er en højt udragende del af skrueoverfladen, og det ekstruderede materiale udsættes for stærkere ekstruderings- og forskydningskræfter ved passage gennem skruekammen, hvorfor trykket ofte er relativt højt ved skruekammens position.
Ved modroterende dobbeltskrueekstrudering stiger trykket i løberen først og falder derefter langs ekstruderingsretningen, og der opstår lokalt højtryk i midterpositionen. Med henvisning til strukturen af den modsat roterende dobbeltskruepasning (figur 5) viser det sig, at det lokale højtryk forekommer ved indgrebspunktet langs midten af ekstruderingsretningen. Dette skyldes, at de to skruer roterer i hver sin retning, og materialestrømmen er ujævn eller blokeret under ekstruderingsprocessen, som samler sig i midterpositionen og danner det lokale højtryk i kanalen.
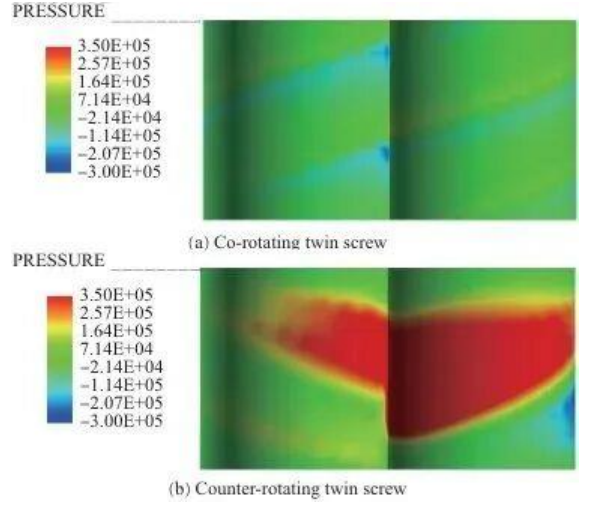
Figur 6 Trykskydiagram i løberen under ekstruderingsprocessen
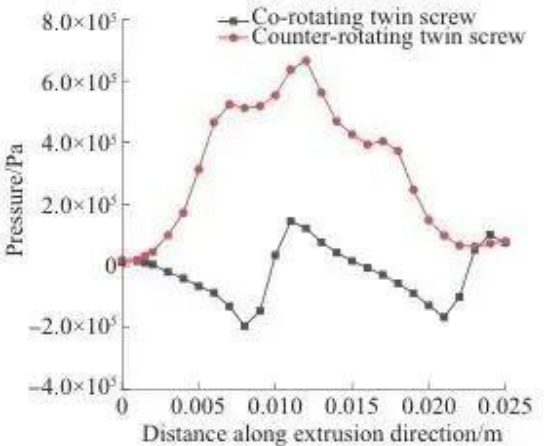
Figur 7 Trykvariationskurve
2
Forskydningshastighedsfelt
Som set fra skyen for forskydningshastigheden (figur 8) og kurven for forskydningshastighedsvariation (figur 9):
Ved både medroterende dobbeltskrueekstrudering og modroterende dobbeltskrueekstrudering er forskydningshastigheden højere ved skruekammen og lavere ved skruerillen. Årsagen til dette fænomen er, at materialet flyder hurtigere i de snævre spalter, og mellemrummet mellem skruekammene og tøndens indervæg er mindre, så forskydningshastigheden er højere, mens afstanden mellem skrueniller og tøndens indervæg er større, så forskydningshastigheden er lavere.
Den lokale høje forskydningshastighed i den modsat roterende dobbeltskrue er forårsaget af lækage.
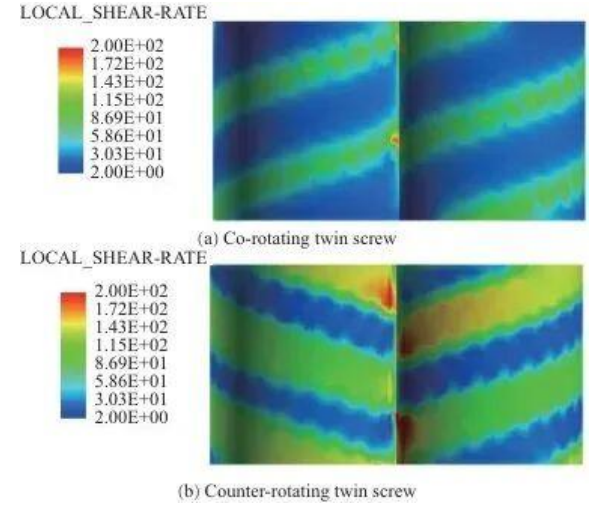
Figur 8 Sky af forskydningshastighed under ekstrudering
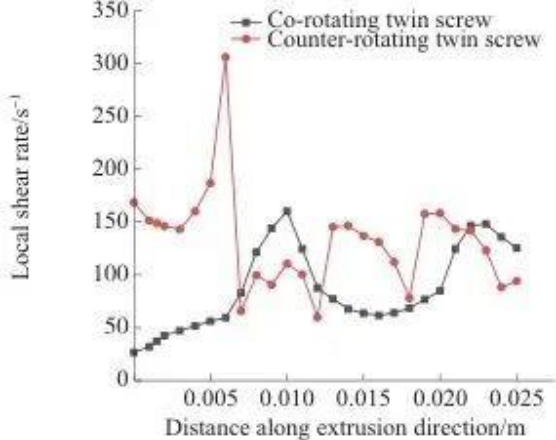
Figur 9 Forskydningshastighedsvariationskurve
Blanding er hovedsageligt opdelt i distributiv og dispersiv blanding.
Fordelt blanding bruges til at beskrive materialets distributionsproces, hvor materialet konstant omarrangeres og dirigeres under skruerotorens tryk;
Dispersiv blanding bruges til at beskrive den proces, hvor materialets størrelse ændres, da materialepartiklerne konstant strækkes og forskydes. Sporpartikelmetoden blev brugt til at udføre matematisk statistik om baneparametre såsom opholdstid, distributionsindeks, separationsskala og maksimal forskydningsspændingsfordeling for at analysere forskellene i blandingsydelse mellem co-roterende dobbeltskrue og modroterende dobbeltskrue.
Aksial blandingsydelse
Opholdstidsfordeling er en vigtig indikator til måling af skrueelementers aksiale blandingsydelse. Den beskriver fordelingen af opholdstid for materialer i dobbeltsnekkeekstrudere i to former: kumulativ opholdstidsfordelingsfunktion og opholdstidsfordelingsfunktion, som henholdsvis er udtrykt ved sandsynlighedsfunktion og sandsynlighedstæthedsfunktion.
1 Kumulativ dvæletidsfordeling
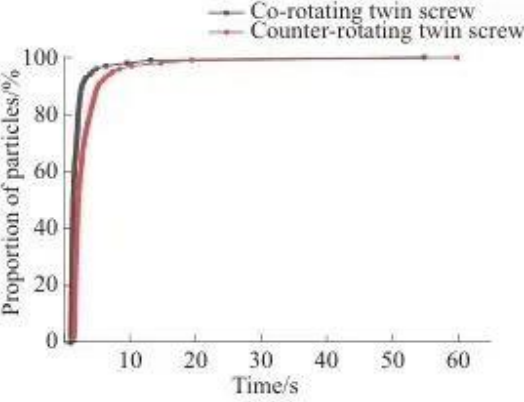
Den kumulative opholdstidsfordelingskurve (figur 10) beskriver den kumulative sandsynlighedsfordeling af opholdstiden for væsken eller materialet i ekstruderen.
Som vist i figur 10, i den co-roterende dobbeltskrue, er den tid, hvor sporpartiklerne først forlader løberen, 1,00 s, den tid, hvor de fuldstændigt forlader løberen, er 54,82 s, og bredden af dvæletidsfordelingen er 53,82 s.
I den modsat roterende dobbeltskrue er tiden for sporstofpartiklerne til først at strømme ud af kanalen 1,48 sekunder, tiden for dem til at flyde fuldstændigt ud af kanalen er 59,80 sekunder, og bredden af opholdstidsfordelingen er 58,32 sekunder.
Den kumulative opholdstidsfordelingskurve for den co-roterende dobbeltskrue er over den kumulative opholdstid for den co-roterende dobbeltskrue, og en højere kurve indikerer, at flere partikler strømmer ud af kanalen på et givet tidspunkt.
Figur 10 Fordeling af kumulativ opholdstid
2 Fordeling af opholdstid
Opholdstidssandsynlighedstæthedsfordelingskurven beskriver sandsynlighedsfordelingen af materialets opholdstid i ekstruderen over forskellige tidsperioder. En højere sandsynlighedstæthed betyder en større sandsynlighed for materiel ophold i den periode, mens en lavere sandsynlighedstæthed indikerer en relativt kortere opholdstid. Fra sandsynlighedstæthedsfunktionen af opholdstidsfordelingen (figur 11) er det kendt, at:
I den medroterende dobbeltskrue er størstedelen af partiklerne koncentreret ved 1,00 til 1,99 sekunder, og i den modroterende dobbeltskrue er størstedelen af partiklerne koncentreret ved 1,48 til 2,97 sekunder. Den tilsvarende kurve for den co-roterende dobbeltskrue er længere til venstre, og toppen er højere, hvilket indikerer, at transportkapaciteten af den co-roterende dobbeltskrue er stærkere. Årsagen til dette fænomen kan være, at materialet under den co-roterende dobbeltskrue ekstruderingsproces tvangstransporteres langs en "∞" formet bane af skruen.
Ved modroterende dobbeltskrueekstrudering bevæger materialet sig i en "C"-form og blandes og reagerer gentagne gange i det C-formede kammer, hvilket resulterer i en forlænget opholdstid.
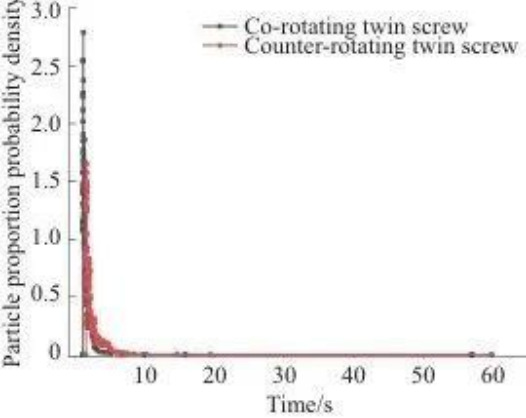
Figur 11 Fordeling af opholdstid
Distribueret blandingsydelse
1 Fordelingsindeks
Fordelingsindekser beskriver ekstruderede materialers rheologiske egenskaber og strømningsadfærd. Det kan ses af fordelingsindekskurven (Figur 12), at fordelingsensartetheden af den modroterende dobbeltskrue er bedre end den for den medroterende dobbeltskrue.
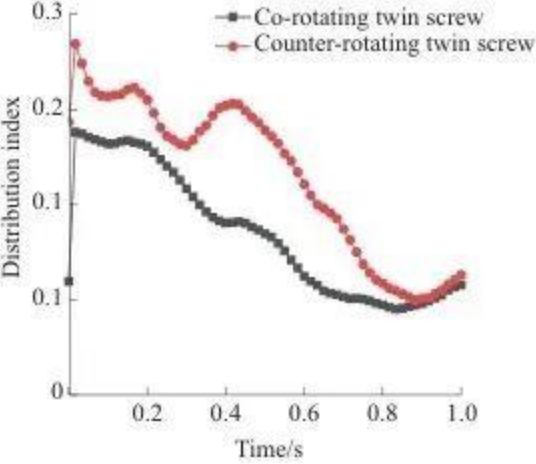
Figur 12 Fordelingsindeks
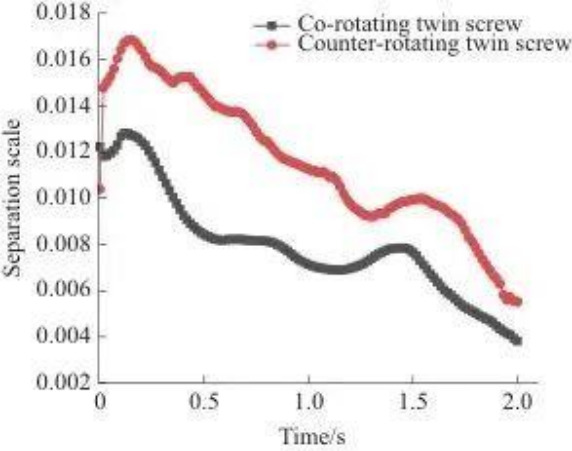
2 Adskillelsesskala
Separationsskalaer karakteriserer distribuerede blandingsprocesser. Figur 13 viser separationsskalakurven. I det indledende øjeblik er de to partikler på hver side af indløbet, så separationsskalaværdien er stor. Efterhånden som tiden stiger, falder separationsskalaen under skrueblandingseffekten, kurven falder, graden af fordelingsblanding af overfladepartikler uddybes gradvist, og der er et fluktuationsfænomen under processen, som er forårsaget af aggregering af partikler under flowprocessen.
Separationsskalaens kurve for den medroterende dobbeltskrue er altid under den for den modroterende dobbeltskrue, hvilket indikerer, at den er mere ensartet i fordeling.
Figur 13 Adskillelsesskala
Ved samroterende dobbeltskrueekstrudering roterer de to skruer i samme retning og danner en stærk forskydningseffekt ved indgrebspunktet, og materialet udveksler flere gange mellem skruerne, hvilket hjælper med at opnå ensartet fordeling.
Ved modroterende dobbeltskrueekstrudering tilbageholdes det meste af materialet i det C-formede kammer, hvor kun en lille mængde materiale strømmer ud af spalten for at blive udsat for klipning og strækning. Forseglingen er god, hvilket reducerer det uregelmæssige flow af materialet i løberen, og dermed reduceres også ensartetheden af blandingen.
Dispersions- og blandingsydelse
Dispergerings- og blandingsprocessen er en proces, hvor partikelstørrelsen bliver ved med at falde, og de forskydnings- og trækkræfter, som materialepartiklerne udsættes for, spiller en væsentlig rolle i denne proces.
Den maksimale forskydningsspænding, som sporstofpartiklen oplever, indikerer den forskydningsproces, som sporstofpartiklen gennemgår under ekstruderingsprocessen med dobbeltskruer. Jo større andelen af sporstofpartikler, der oplever høj forskydning, jo bedre er skruespredningseffekten.
Figur 14 viser den maksimale forskydningsspændingssandsynlighedskurve. Som det kan ses af figur 14, er kurven svarende til den modsat roterende dobbeltskrue over kurven for den medroterende dobbeltskrue.
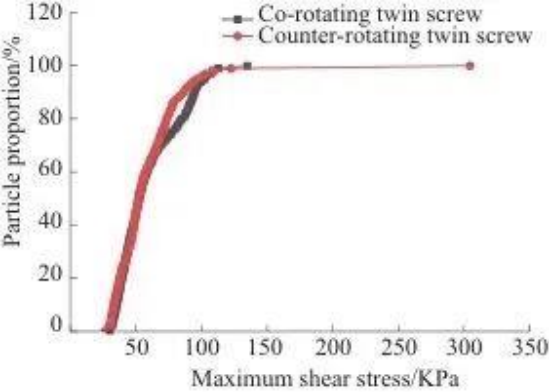
Figur 14 Maksimal sandsynlighed for forskydningsspænding
Figur 15 viser den maksimale forskydningsspændingssandsynlighedstæthedskurve. Fra figur 15 kan det ses, at den maksimale forskydningsspænding, som partiklen udholder, er koncentreret ved toppen af kurvefremspringet.
De to kurvetræk indikerer, at den modroterende dobbeltskrue har en stærkere spredningsevne og kan give stærkere forskydnings- og trækpåvirkninger end den medroterende dobbeltskrue.
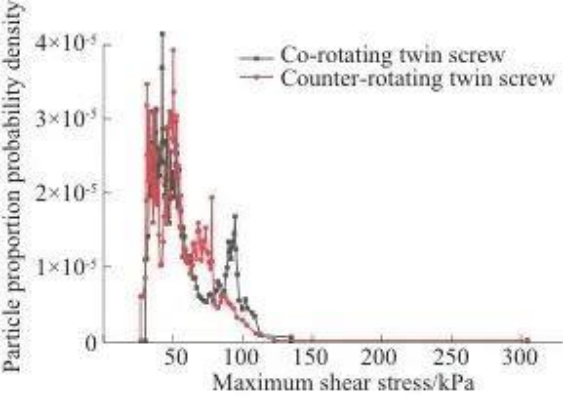
Figur 15 Maksimal forskydningsspændingssandsynlighedstæthed
Analyse af eksperimentelle resultater
Analyse af trækpåvirkningstest
Figur 17 og 18 viser henholdsvis træk- og slagtestdata.
Trækstyrken og trækspændingen ved brud af materialets splines ekstruderet ved co-roterende dobbeltskrue-ekstrudering var lidt højere end dem, der var ekstruderet ved modsat roterende dobbeltskrue-ekstrudering.
Slagenergiabsorptionen og slagstyrken af materialets splines ekstruderet af kontraskrueekstruderingen er lidt højere end dem, der ekstruderes af co-screne ekstruderingen.
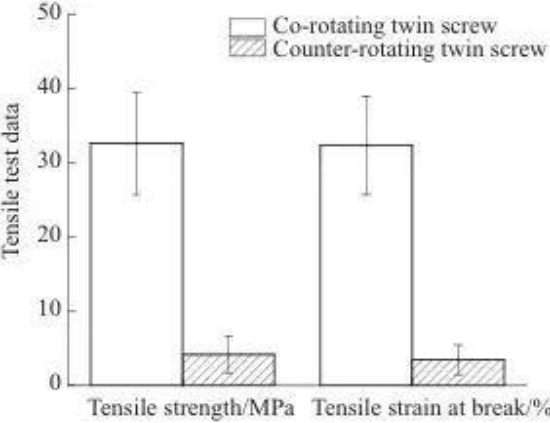
Figur 17 Træktestdata
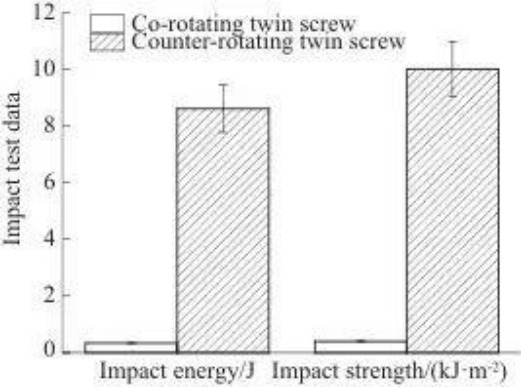
Figur 18 Slagtestdata
Reologiske testresultater
De rheologiske egenskaber af polymerer afspejles typisk i opbevaringsmodul (G'), tabsmodul (G') og sammensat viskositet (η*). Opbevaringsmodulet afspejler materialets elasticitet, tabsmodulet afspejler materialets viskositet, og kompositviskositeten afspejler molekylvægten. Flydigheden af polymersmelten afhænger af molekylkædesegmenternes evne til at bevæge sig. Skrueekstrudering ændrer den molekylære struktur af PLA, hvilket får dets molekylære kæder til at bryde og reducere dets viskositet.
Figur 19 viser kurven for sammensat viskositet η* med vinkelfrekvens. Det kan ses af figur 19, at η* falder med stigningen i vinkelfrekvensen.
På grund af den strukturelle forskel har den modsat roterende dobbeltskrue en stærkere sprednings- og blandingsevne, og molekylkæden knækker mere fuldstændigt. Derfor er η* af materialet, der ekstruderes af den modsat roterende dobbeltskrue, lavere end for den medroterende dobbeltskrue.
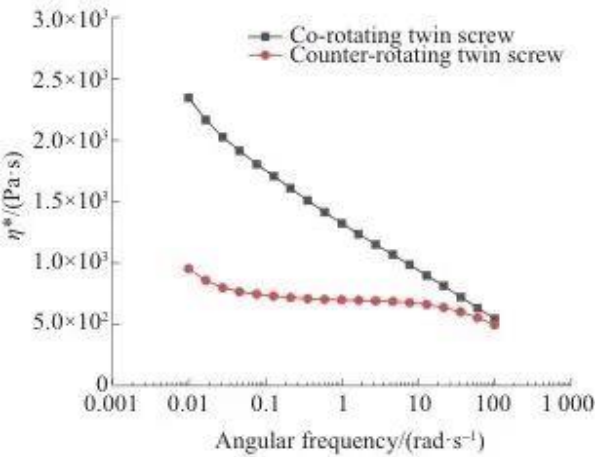
Figur 19 Kurver af η * med vinkelfrekvens
Resumé
Fordele ved co-roterende dobbeltskrue ekstrudere:
• Strømningsfeltet (især trykket) er relativt stabilt.
• Ekstremt stærk fordelingsblandingsevne, høj ensartet materialefordeling.
• Kort materialeopholdstid og høj transporteffektivitet letter behandlingen af varmefølsomme materialer og reducerer risikoen for termisk nedbrydning.
• De ekstruderede produkter har bedre trækegenskaber.
Fordele ved modsat roterende dobbeltskrue ekstrudere:
• Stærkere trykopbyggende kapacitet (men pas på eventuelt lokalt højtryk).
• Mere intens klipning, overlegen sprednings- og blandeevne. Det kan give en stærkere strækeffekt.
• Længere opholdstid og bredere fordeling af materialer, velegnet til processer, der kræver tilstrækkelig reaktions- eller blandingstid.
• Ekstruderede produkter har højere slagstyrke og lavere smelteviskositet (mere grundige molekylære kædebrud).
An En ikke-brændbar brandsikker kompositpanelproduktionslinje er et produktionssystem, der er udviklet til at fremstille metalbeklædte kompositpaneler, hvis kernemateriale opfylder den højeste klassificering af ikke-brændbarhed, der bruges til bygnings udvendige ...
View MoreFR råmateriale er den flammehæmmende kerneblanding, der bruges inde i brandsikre aluminiumkompositpaneler, og den leveres generelt i to former: granulat, som er de rå pellets, der føres ind i ekstruderingsudstyr, og kernerulle eller kernespiral, som er den færdige kontin...
View MoreEn komplet panelproduktionslinje står eller falder sjældent på dens hovedpresse eller lamineringsenhed alene. I praksis er hjælpeudstyr til panelproduktionslinje opsætninger - nivelleringsmaskiner, delamineringsenheder, løfteplatforme, coatere, tørblandere, kalan...
View MoreAn Aluminiumsfarvebelægningsproduktlinje er udstyrssystemet, der bruges til at påføre og hærde en holdbar farvefinish på aluminiumsspole eller -bånd i en kontinuerlig, automatiseret proces, og det er en praktisk investering for producenter, der har brug ...
View More
Tanshang Village Industrial Clusters, Ganghua Road, Jingang Town, Zhangjiagang City, Jiangsu Prvince, Kina

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Copyright © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Alle rettigheder forbeholdes. Custom Composite Panel Production Line Producenter






 Produktionslinje")